Die vierte Generation der Fertigungs-IT
Ausblick
In vielen Fällen wird künftig eine Kombination aus standardisierter Basis und individueller Ausgestaltung den größten Nutzen entfalten – ganz im Sinn einer standardisierten Individual-Software. Dafür dürfte sich der Markt der Fertigungs-IT sukzessive weiterentwickeln. Auch wenn viele Unternehmen mittelfristig noch mit einem klassischen MES auskommen, zeichnet sich der Bedarf einer vierten Generation an Fertigungs-IT schon heute ab. Produzierende Unternehmen werden künftig wählen, ob sie ein fertiges, markterprobtes MES – also Fertigungs-IT 3.0 – nutzen oder eine Plattform wie die Manufacturing Integration Platform als Vertreter der vierten Generation. Ausschlaggebend sind dabei die eigenen Anforderungen, das eigene IT-Know-how und die damit verbundene Industrie 4.0-Strategie. n Geschäftsführender Gesellschafter
Das könnte Sie auch interessieren
ContiTech löst in seinem Geschäftsbereich Luftfedersysteme mit Hilfe von SAP Manufacturing Execution (SAP ME) eine komplexe, historisch gewachsene Systemlandschaft von proprietären Produktionssubsystemen ab. ‣ weiterlesen

Der MES-Hersteller Syncos bringt die neue Version 4.8 seiner produktionsnahen Anwendung Syncos MES mit zur Hannover Messe. Auf dem Gemeinschaftsstand des MES D. ‣ weiterlesen

Trebing & Himstedt Prozeßautomation und Ingenics haben eine Web-Plattform vorgestellt, die kleinen und mittelgroßen Unternehmen helfen soll, ihre digitale Reife im Sinn von Industrie 4.0 zu ermitteln. Die Seite enthält weiterhin Werkzeuge zur Orientierung und Anleitung bei Industrie 4.0-Projekten. “Mit einer einfachen Bedienung sollen Best-Practice-Anwendungsbeispiele, Handlungsanleitungen, Checklisten und FAQs schnelle Hilfestellungen für die eigenen Industrie-4.0-Projekte geben,” sagt Steffen Himstedt, Geschäftsführer, Trebing & Himstedt. Zusätzlicher Nutzen soll sich daraus ergeben, dass für die individuellen Fragen der Nutzer vergleichbare Fälle von anderen Produzenten anonymisiert zur Verfügung stehen – insgesamt wurden bereits über 300 Anwendungsfälle analysiert. Mehr erfahren Besucher der Hannover Messe in Halle 7 Stand B12. ‣ weiterlesen

Fertigungslinien müssen in der Regel durch sogenannte Kopfsteuerungen auf SPS-Basis programmiert werden. Mit der softwarebasierten Lösung Hydra Dynamic Manufacturing Control (DMC) will MPDV Anwender bei dieser Aufgabe helfen. ‣ weiterlesen
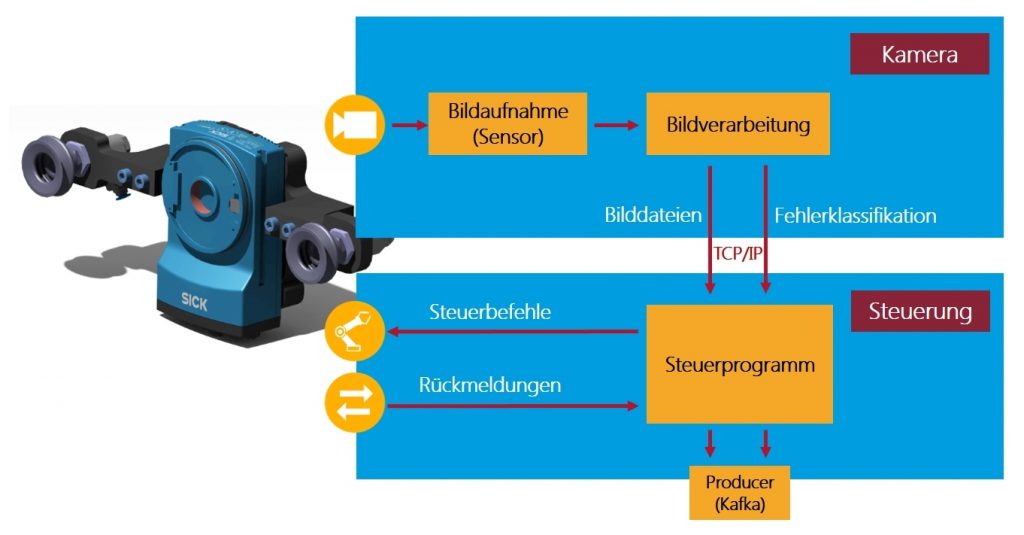
Innovative Produkte erfordern oft komplexe Fertigungsprozesse am Rand des technisch Machbaren. Vollprüfungen und hohe Ausschussraten sind häufige Folgen. Mit prädiktiver Qualitätssicherung auf Basis von Prozess- und Betriebsdaten lassen sich die anfallenden Kosten reduzieren. Dazu wird im Produktionstakt vorausschauend quasi in Echtzeit auf die Qualität der gefertigten Produkte geschlossen und so die Qualitätsregelschleife verkürzt. Am Beispiel eines Spritzgussprozesses für schwierige Bauteile lässt sich darlegen, welche Vorgehen, welche Architekturen und Werkzeuge zum Erfolg führen.Plattform-Architektur für vorausschauenden Services in der Produktion (Bild: SALT Solutions GmbH)Jeder Fertigungsprozess wird so stabil wie möglich eingerichtet, um Ausschuss und Nachprüfungen zu vermeiden. Trotzdem geht die Gleichung in vielen Fällen nicht auf. Zwar bewegen sich alle Prozessparameter innerhalb der Toleranzen, aber Nacharbeit und Verwurf kommen trotzdem immer wieder vor. Und mehr noch: Die Prozesszusammenhänge sind oft komplex und die Zahl der möglichen Einflussparameter hoch. Hier können selbst die Prozessexperten häufig nicht eindeutig klären, welche Parameter verändert werden müssen, um dem Ziel näherzukommen. Ein typisches Beispiel für solche Fertigungsszenarien ist der Spritzguss großer und transparenter oder halbtransparenter Bauteile, die ohne Transparenzfehler und mit makellosen Oberflächen gefertigt werden müssen. Manuelle Selektionsprüfungen an allen gefertigten Teilen sind in diesem Szenario kaum zu umgehen. (Bild: SALT Solutions GmbH)Soll dieser Aufwand reduziert und indirekt auf Basis der aktuellen Produktionsparameter eine automatisierte Gut-/Schlecht-Aussage getroffen werden, sind zunächst alle denkbaren Einflussgrößen zu betrachten. In erster Linie sind dies natürlich die Parameter des Spritzgussprozesses selbst, wie die verschiedenen Einspritzdrücke und Temperaturen des aufgeschmolzenen Materials in der Werkzeugform. Diese Parameter regelt jede Spritzgussanlage selbst innerhalb spezifizierter Grenzen, was aber sporadisch trotzdem zu Produktionsausschuss führt. In der Tat haben zahlreiche weitere Parameter Wechselwirkungen auf die Produktqualität. Von aktuellen Eigenschaften des eingesetzten Materials wie Feuchtegehalt und Lagertemperatur über die aktuellen Werte der Hallenklimatisierung bis hin zur Einsatzhistorie des Spritzgusswerkzeuges reicht die noch lange nicht vollständige Liste. Für einen datenbasierten Lösungsansatz ist es sinnvoll zunächst alle greifbaren Parameter – unabhängig davon, ob ihr Einfluss offensichtlich ist oder nur theoretisch vermutet wird – zu akquirieren. Neben der Erfassung von Online-Daten aus bestehenden Systemen sind hier auch viele Offline-Datenquellen relevant, beispielsweise aus Schichtbüchern, Material- und Bauteil-Bemusterungen oder Qualitätsmeldungen aus nachgelagerten Prozessen. Als nächster Verarbeitungsschritt in der digitalen Wertschöpfungskette schließt sich die automatisierte Bereinigung und Harmonisierung der erfassten Daten an. Datenspeicherung, Analysefunktionen, Entscheidungsaufbereitung und Visualisierungen für die Anwender sind weitere Schritte der Verarbeitungskette. (Bild: SALT Solutions GmbH)Um eine industriell einsetzbare Plattform einzurichten, muss diese Verarbeitungskette verschiedenen Kriterien genügen. Neben einem modularen Aufbau und möglichst den Verzicht auf proprietäre Software ist eine hohe Skalierbarkeit für die echtzeitnahe Verarbeitung großer Datenmengen erforderlich. Weiterhin müssen – nicht nur für dieses Beispiel der vorausschauenden Qualitätssicherung – Werkzeuge für die Erstellung valider Prognosemodelle verfügbar sein. Als technologische Plattform bietet sich das Apache Hadoop Ökosystem an, das als freie Software-Lizenz verfügbar ist. Aus diesem Ökosystem sind für den genannten Anwendungsfall nur einige Komponenten erforderlich. Als wesentlichen Baustein ist Kafka-Streaming zu nennen mit dem sich große Datenmengen in Echtzeit akquirieren und an die eigentlichen funktionalen Anwendungen weitergeben lassen. Die Daten aus den verschiedenen – in der industriellen Praxis recht heterogenen – Quellen zu bereinigen und zu harmonisieren übernehmen dabei sogenannte Producer. Die Datenweitergabe erfolgt durch Bausteine, die sich Consumer nennen. Eine Schema Registry enthält dabei stets den aktuellen semantischen Bezug zwischen den Daten. Durch diese modulare Architektur lässt sich die Plattform leicht an die Erfordernisse verschiedener Fertigungsprozesse anpassen. Das Erstellen valider Prognose-Modelle erfordert teilweise lange Betrachtungszeiträume des Produktionsgeschehens. Um Daten dafür vorzuhalten, bietet sich Couchbase an, eine NoSQL-Datenbank, die insbesondere bei den in der Produktion häufig vorkommenden langen Prozesswertreihen deutliche Performance-Vorteile bietet. Mit Spark Machine Learning, der Statistik-Sprache R und fallweise mit Hilfe von SQL-Programmierung, werden aus dieser Datenbank die Prognose-Modelle erstellt und bei Bedarf den aktuellen Produktionsprozessen angepasst. Diese Modelle finden nun ihre Anwendung in dem Echtzeitdatenstrom, sodass bei Qualitätsabweichungen Fertigungseingriffe sofort ausgelöst oder Mitarbeiter benachrichtigt werden können.Anbindung einer Roboterprüfstation an die Predictive Quality Plattform (Bild: SALT Solutions GmbH)

Produktionsleitsysteme (MES) sind zwingend darauf angewiesen, dass die in der Produktion verwendeten Maschinen auch Daten liefern können. Beispielsweise über ihren Zustand, die gefertigten Werkstücke oder Werkzeugverschleiß. Mangels Standards ist das Auslesen der Daten jedoch problematisch. Wie aber wandern die Daten zum MES beziehungsweise einem ERP?‣ weiterlesen

INDUSTRIE 4.0 & IIoT-MAGAZIN Leseprobe

Zeitschrift für Industrie 4.0, Internet of Things & Digitale Transformation


















{kind=link}
{kind=link}
{kind=link}
{kind=link}