Do-it-yourself-System
für Predictive Maintenance
Mit Datenanalysen auf Basis mathematischer Vorhersagemodelle lässt sich früh erkennen, wenn sich Zustände grundlegend ändern. Was in der Finanzindustrie seit langem zum Standard zählt, könnte Anlagenbetreibern erhebliche Instandhaltungsausgaben ersparen. Viele Maschinenhersteller halten sich mit solchen Angeboten allerdings noch zurück und überlassen externen Spezialisten somit einen interessanten Markt.
 gliedern. Ein Predictive Maintenance-Gateway wird typischerweise direkt in der OT-Domain eingesetzt. (Bild: SSV Software Systems GmbH)")
Die Kommunikationsbeziehungen einer digitalisierten Fabrik lassen sich meist in drei Domains (OT = Operational Technology, CT = Cloud Technology, IT = Information Technology) gliedern. Ein Predictive Maintenance-Gateway wird typischerweise direkt in der OT-Domain eingesetzt. (Bild: SSV Software Systems GmbH)
Fragt man Maschinen- und Anlagenbauer, warum die jeweils angebotenen Produkte nicht von Haus aus mit einem Predictive Maintenance-System oder zumindest mit dafür geeigneten Datenschnittstellen ausgerüstet werden, kommt in der Regel mindestens eine von diesen zwei Antworten:
- • Die dafür erforderliche Sensorik und Datentechnik sei noch viel zu teuer. Durch den höheren Verkaufspreis würde sich die Wettbewerbsfähigkeit der eigenen Produkte reduzieren.
- • Bei einer Maschine oder Anlage würden vor Ort sehr viele Daten anfallen. Um diese in der Unternehmenszentrale auszuwerten, müsste schon eine sehr breitbandige Kommunikationsverbindung direkt bis zur Maschine beim Kunden zur Verfügung stehen. Das sei zu teuer. Im Übrigen würden Betreiber der Maschinen in der Regel überhaupt keine externen Datenverbindungen akzeptieren.
Sensoren werden günstiger
Dabei waren Systeme zur Vorausschauenden Instandhaltung noch nie einfacher umzusetzen als heute. Durch den Hype um das Internet der Dinge in der Konsumerelektronik und anderen Marktsegmenten werden Monitoring-Sensoren kommunikationsfähiger und günstiger. Darüber hinaus bieten die meisten Anlagen mit ihren SPSen bereits viele geeignete Daten, die bisher in der Steuerung verborgen beziehungsweise isoliert sind. Um eine entsprechende Lösung einzurichten, sollte mithilfe eines Predictive Maintenance-Gateways auf diese Daten zugegriffen und geklärt werden, welche für die Zustandsüberwachung relevanten Informationen sich aus diesen Daten gewinnen lassen. Am Beispiel eines pneumatischen Subsystems zum Materialtransport in einer Fertigungszelle lässt sich das illustrieren: Es besteht aus einem Führungszylinder mit einem Druckluft-bewegten und SPS-gesteuerten Schlitten, der sich jeweils zwischen linker und rechter Endposition hin und her bewegt. An den Endpunkten des Führungszylinders befindet sich ein Näherungssensor mit einem Schaltpunkt, um der SPS vom Typ Siemens S7-1200 die aktuelle Endposition des Schlittens anzuzeigen. Nur durch den Netzwerk-Zugriff per RFC1006-Protokoll (ISO-on-TCP) auf die beiden S7-1200-Eingänge für X1 und X4 lassen sich im PM-Gateway schon einmal die folgenden Condition Monitoring-Informationen gewinnen:
Anzeige
Maximale Transparenz am industriellen Arbeitsplatz - dafür sorgen die interaktiven Echtzeit-Dashboards auf Low-Code-Basis von Peakboard. Durch die neuen Dialogfunktionen können Fehlerquellen in der Produktion noch schneller behoben werden.
‣ weiterlesen
- • Bisherige Gesamtstrecke des Schlittens – Der Schlitten auf dem Führungszylinder hat eine maximale Laufleistung, zum Beispiel 3.000 Kilometer. Durch das Zählen der erreichten Endpositionen X1 und X4 lässt die sich Gesamtstrecke errechnen und eine Aussage zur möglichen Restlaufleistung ableiten.
- • Genaue Anzahl aller Ventilbetätigungen in der Ventilinsel – Für alle zum pneumatischen Subsystem gehörenden Ventile können an Hand der Endpositionen X1 und X4 die Anzahl der Ventilschaltvorgänge gezählt und die gemäß Datenblatt mögliche Restlebensdauer errechnet werden.
- • Zeitspanne für die Schlittenbewegung von links nach rechts und umgekehrt – Über die Zeitmessungen zwischen den Betätigungen der Schaltkontakte an den Endpositionen X1 und X4 lässt sich etwa ein Überdruck (Schlitten zu schnell), ein Unterdruck oder eine mechanische Überlastung (Schlitten zu langsam) sowie Verschleiß an Schlitten und Führungszylinder erkennen.
- • Stoßdämpfernutzung – Durch Errechnen der Schlittengeschwindigkeit und Zählen der Schlittenbewegungen zwischen den Endpunkten X1 und X4 ist die Auffahrgeschwindigkeit sowie die maximale Energieaufnahme pro Hub und pro Stunde grob bestimmbar. Diese Daten reichen allerdings in der Praxis nicht aus, um die Restlebensdauer eines Stoßdämpfers zu ermitteln.
Vorhersage vor Ort
Alle Zeitmessungen und Berechnungen zur Schlittengeschwindigkeit sind relativ ungenau, solange nur die digitalen Näherungssensorsignale der Endpunkte X1 und X4 zur Verfügung stehen. In der Schlittenlaufzeit zwischen diesen Endpunkten sind auch die von verschiedenen Parametern abhängigen Dämpfungsphasen der Stoßdämpfer-Hubstrecken (Zeitspannen t1 und t2 in der Abbildung links) enthalten. Insofern wird der Schaltzeitpunkt der Näherungssensoren an X1 und X4 immer um die nicht konstante Energieabsorptionszeit der Stoßdämpfer verzögert. Die beiden Stoßdämpfer an den Schlittenenden sind aber auch die kritischen Komponenten des gesamten pneumatischen Subsystemes. Reicht die Dämpfung nicht mehr aus, fährt der Schlitten ungebremst an den Anschlag des Führungszylinders. Dadurch kann es zu irreparablen Schäden am gesamten Subsystem kommen. Insofern ist es sinnvoll, den Zustand der Stoßdämpfer in das Condition Monitoring einzubeziehen und hierfür zusätzliche Sensoren zu installieren. Will man nun die Wirkung der Stoßdämpfer für das Condition Monitoring messen, sollten die einfachen Näherungssensoren mit je einem Schaltkontakt durch eine spezielle Variante mit zwei Schaltkontakten ersetzt werden. Der räumliche Abstand zwischen den beiden Schaltern in einem Näherungssensor wird bei der Inbetriebnahme in einen direkten räumlichen Zusammenhang zur Stoßdämpfer-Hubstrecke gesetzt. Diese Erweiterung ergibt mit X2 (Anfang der Hubstrecke linker Stoßdämpfer) und X3 (Anfang der Hubstrecke rechter Stoßdämpfer) zwei neue Punkte auf der X-Achse. Da X1 und X4 ja nicht nur den Schlittenendpunkten auf dem Führungszylinder, sondern auch dem jeweiligen Ende der Stoßdämpfer-Hubstrecken entsprechen, lassen sich nun die Zeitspannen t1 (Hubzeit linker Stoßdämpfer) und t2 (Hubzeit rechter Stoßdämpfer) für jede Schlittenbewegung Millisekunden-genau ermitteln.
Das könnte Sie auch interessieren
Vom 22. bis zum 26. April wird Hannover zum Schaufenster für die Industrie. Neben künstlicher Intelligenz sollen insbesondere Produkte und Services für eine nachhaltigere Industrie im Fokus stehen.‣ weiterlesen
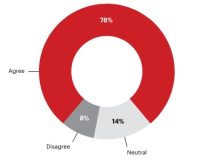
Eine Umfrage von Hewlett Packard Enterprise (HPE) unter 400 Führungskräften in Industrie-Unternehmen in Deutschland zeigt, dass zwei Drittel der Befragten den Data Act als Chance wahrnehmen. Der Data Act stieß unter anderem bei Branchenverbänden auf Kritik.‣ weiterlesen
Fraunhofer-Forschende haben für Fahrer und Fahrerinnen von Baumaschinen einen Helm mit integriertem Beschleunigungssensor entwickelt. Die Helm-Sensorik misst die Vibrationen der Baumaschinen. Die Sensorsignale werden analysiert, eine Software zeigt die Belastung für den Menschen an.‣ weiterlesen
Deutsche Unternehmen nehmen eine zunehmende Bedrohung durch Cyber-Angriffe wahr. Das zeigt eine aktuelle Umfrage vom Markt- und Meinungsforschungsinstitut YouGov im Auftrag von 1&1 Versatel, an der mehr als 1.000 Unternehmensentscheider teilnahmen.‣ weiterlesen
Carbon Management-Technologien stehen im Fokus, um CO2-Emissionen zu reduzieren und zu managen. Die Rolle des Maschinenbaus und mögliche Entwicklungspfade betrachtet eine neue Studie des VDMA Competence Center Future Business.‣ weiterlesen
Nach Bitkom-Berechnungen fehlen bis zum Jahr 2040 mehr als 660.000 IT-Fachkräfte. Welche Maßnahmen helfen könnten, diesem Trend entgegenzuwirken, hat der Verband beleuchtet. Potenziale liegen unter anderem darin, mehr Frauen für IT-Berufe zu begeistern oder den Quereinstieg zu erleichtern.‣ weiterlesen
Laut einer Studie der Unternehmensberatung Bain & Company könnten Unternehmen ihre Produktivität durch digitale Tools, Industrie 4.0-Technologien und Nachhaltigkeitsmaßnahmen steigern. Deren Implementierung von folgt oft jedoch keiner konzertierten Strategie.‣ weiterlesen
Hohe Geschwindigkeit und hohe Erkennungsraten sind die Anforderungen an die Qualitätskontrolle in der Verpackungsbranche. Wie diese Anforderungen erreicht werden können, zeigt das Unternehmen Inndeo mit einem Automatisierungssystem auf Basis von industrieller Bildverarbeitung und Deep Learning.‣ weiterlesen
Jeder zweite Betrieb investiert laut einer Betriebsräte-Befragung der IG Metall zu wenig am Standort. Demnach verfügen rund 48 Prozent der Unternehmen über eine Transformationsstrategie. Zudem sehen die Betriebsräte ein erhöhtes Risiko für Verlagerungen.‣ weiterlesen
Ob es sich lohnt, ältere Maschinen mit neuen Sensoren auszustatten, ist oft nicht klar. Im Projekt 'DiReProFit' wollen Forschende dieses Problem mit künstlicher Intelligenz zu lösen.‣ weiterlesen
 gliedern. Ein Predictive Maintenance-Gateway wird typischerweise direkt in der OT-Domain eingesetzt. (Bild: SSV Software Systems GmbH)")